
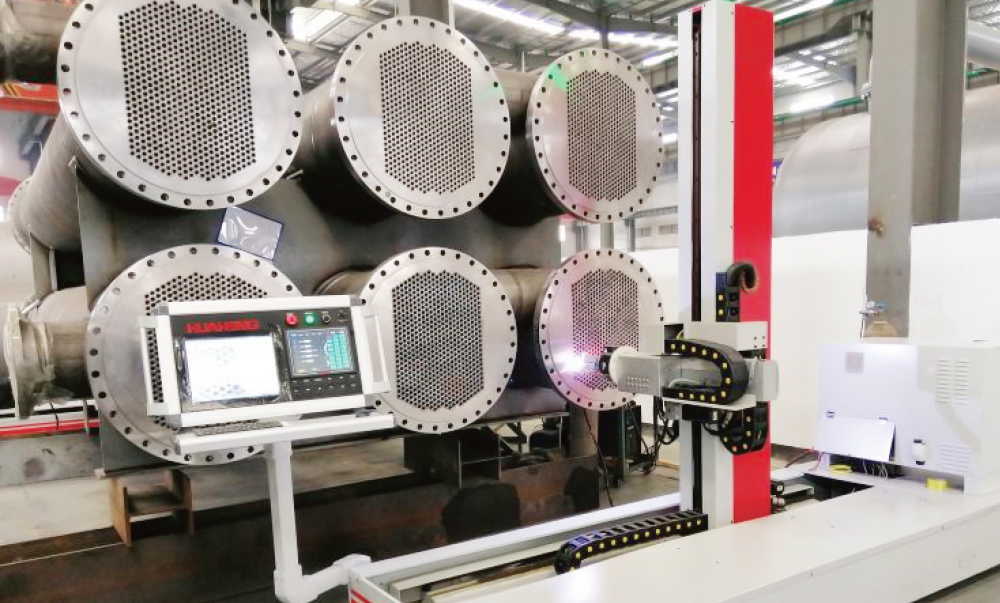














產品概述
v 本系統適用于管子-管板的角焊,平焊;
v 焊接接頭材質:碳鋼,不銹鋼;
v 管材規格:管徑在10-80mm(標配管徑φ10-50的鏡頭,φ50以上需要另購買其他鏡頭),壁厚在1-5mm之間;
v 管板材質:碳鋼,不銹鋼;
v 管伸出長度:角焊縫4-6mm;
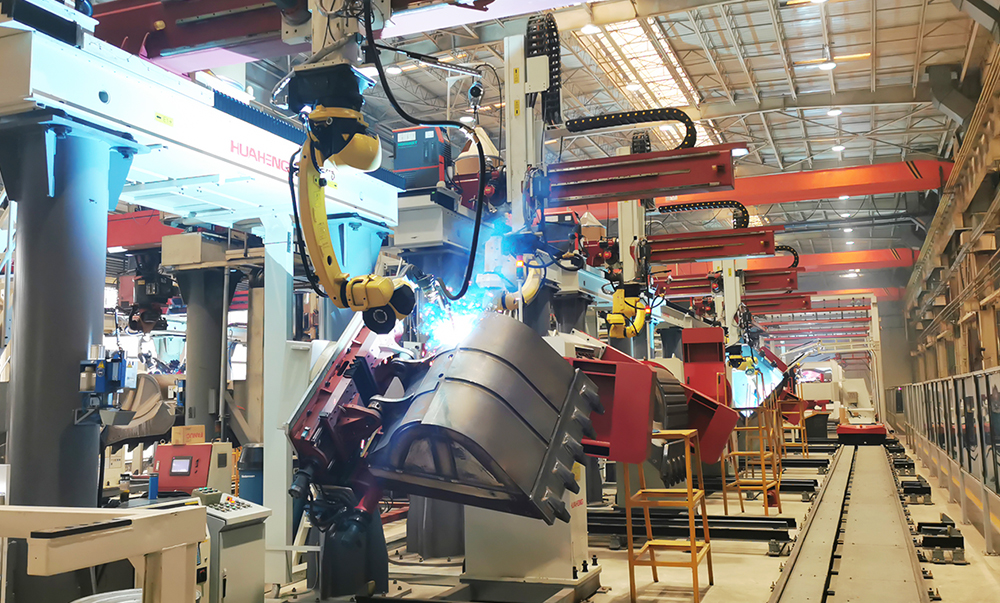
v 本系統主要目的是解決管板的無人化操作、高效TIG焊、一人多機控制,提高生產效率,降低勞動強度;
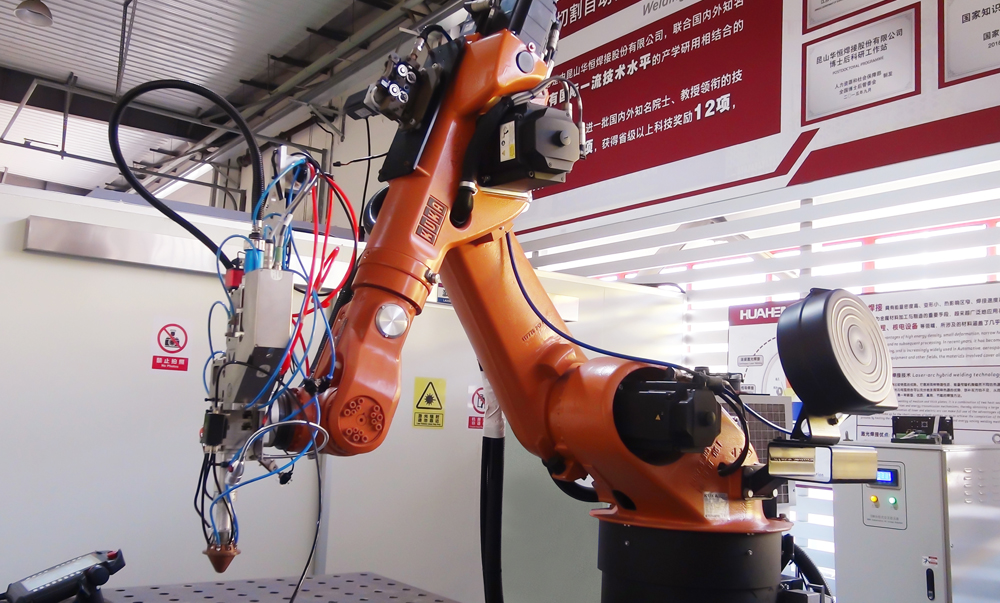
v 本套系統由KUKA機器人、視覺系統、程控焊接電源、專用焊接機頭、數據采集系統等組成;
v 全套系統采用KUKA和華恒公司成熟的TIG焊接設備和工藝,保證高效、穩定、可靠的焊接質量
性能特點
機器人首先通過激光測定槍頭距離管板的距離;
機器人通過照相測得100*100mm范圍內的每個管徑內徑及外徑,如此多次照相可測得所有管子的具體位置,并進行后臺運算;
機器人持管板焊槍準確、快速到達每個管子所需位置
焊接程序啟動,進行自動管板焊接,在焊接過程中,自動跟蹤開啟,確保全位置的順利焊接;
機器人自動計算焊口數量,每焊接設定的焊口數時,報警人工更換鎢極;
采用1KG/盤焊絲,機器人報警人工更換焊絲;
整個焊接過程,無需人工干預(除換焊絲和鎢極外);
1個人可管理3-4臺機器人的焊接;
技術參數
可焊材質 | 碳鋼、不銹鋼、鈦合金(需選配托罩) |
可焊管徑(mm) | Φ10~Φ80 (標配管徑φ10-50的鏡頭,φ50以上需要另購買其他鏡頭) |
管板形式 | 管伸出、管平齊、管內縮 |
旋轉速度(rpm) | 0.3~5.9 |
旋轉精度誤差 | ≤5% |
焊炬傾角 | 0o~30o可調 |
弧長調節間距(mm) | 20 |
最大送絲速度(mm/min) | 1800 |
送絲精度誤差 | ≤5% |
弧長精度誤差(v) | ≤0.1 |
保護氣體 | 氬氣 |
冷卻方式 | 水冷 |
冷卻流量(ml/min) | ≥300 |
額定電流 | 300A 暫載率 60% |
重 量(kg) | 12(不含電纜) |



