







華恒HCJ3030A P或T橫焊焊接系統
發布日期:2022-09-12 作者: 昆山華恒焊接股份有限公司 點擊:
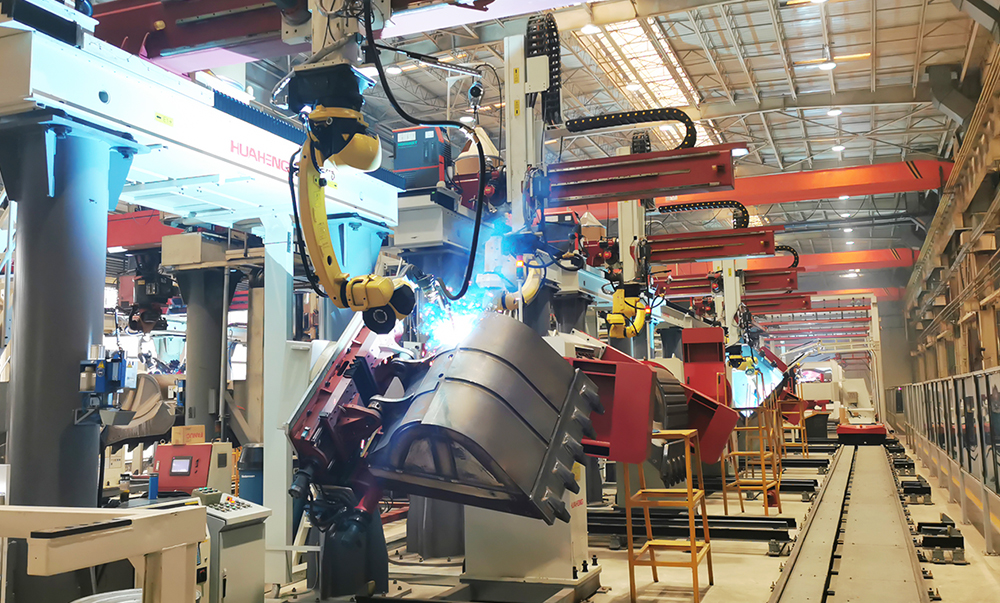
HCJ3030A-P或T橫焊焊接系統是由昆山華恒焊接根據25年研發、設計、生產和焊接工藝經驗,制造出具有高效、柔性化的焊接系統。

一、HCJ3030A-P或T橫焊焊接系統組成部分:
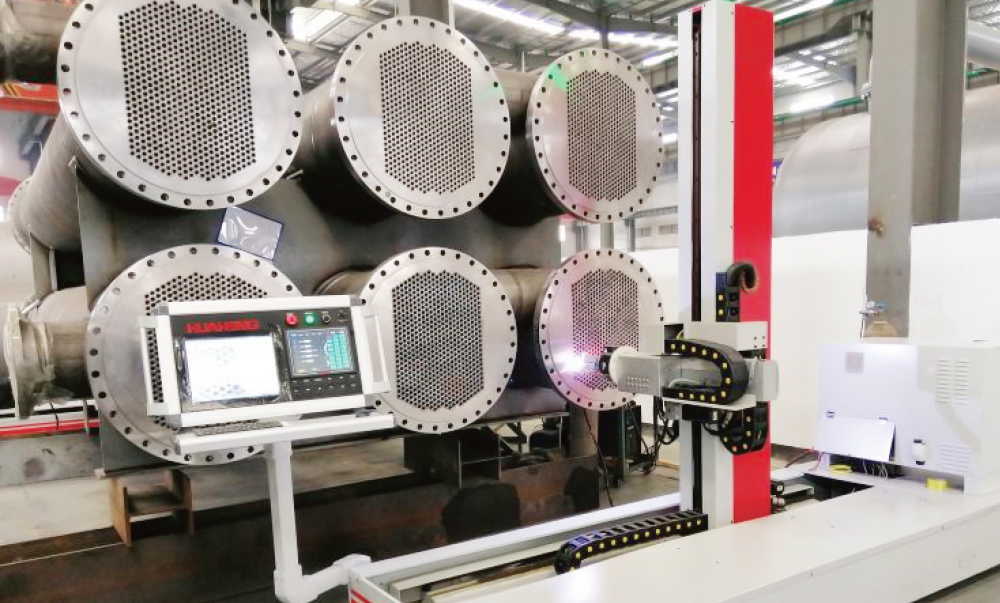
HCJ3030A 精密操作架
HCJ型精密焊接操作機是鍋爐、壓力容器、管道和金屬結構件自動焊接的主要工藝裝備,與滾輪架、變位機/翻轉機相配構成自動焊接系統,可用于各種壓力容器筒體、大直徑管道內外縱環縫,球形及橢圓形封頭拼縫的焊接,筒體及封頭內壁的堆焊,封頭開孔加強區的堆焊等。可適用于TIG、MIG/MAG、等離子、埋弧焊等焊接工藝方法。
HD-3精密地轉盤
地轉盤由工作轉盤、旋轉機構、減速箱、底座、固定爪等組成。根據焊接速度需要設定不同的回轉速度,滿足等離子及氬弧焊的橫焊精度要求。
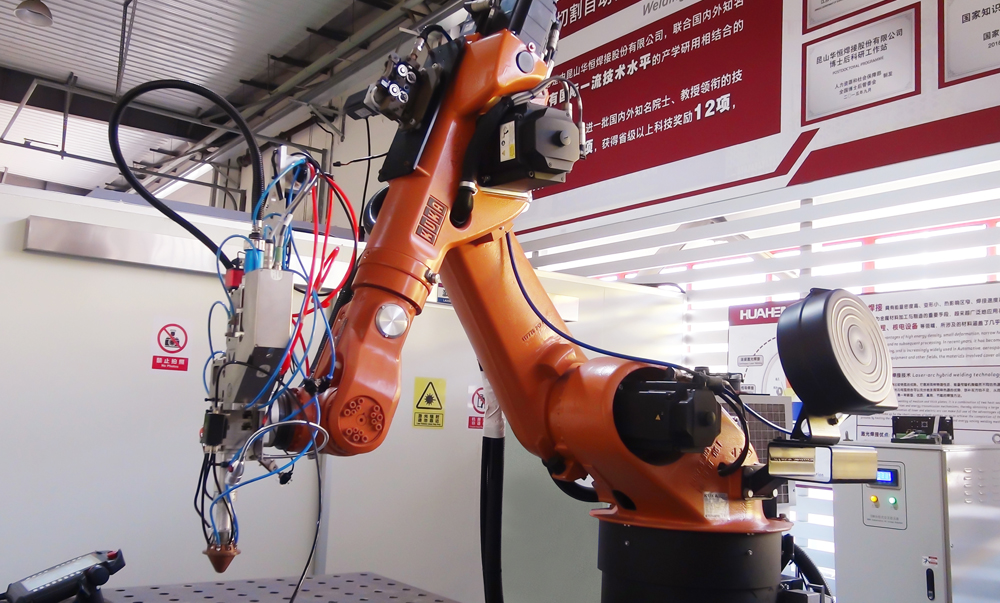
iArc 5000-PAW等離子焊槍電源
采用最新的逆變技術制造,焊接速度快且熔深高,精確的等離子電弧使熱量精確集中,焊材不變形,適用于不銹鋼、鈦和其它特殊合金的板、管、容器等的焊接。
二、HCJ3030A-P或T橫焊系統應用范圍

應用領域及技術參數:
華恒P或T橫焊焊接系統應用于食品、化工容器、染整、鍋爐和制藥等行業。
| 工件直徑 | φ800~φ4000mm |
| 工件厚度 | ≤26000mm(單筒體1220mm) |
| 工件壁厚 | 1mm≤δ≤3mm |
三、P或T橫焊系統焊接工藝及特點

等離子工藝特點: 1、穿透力強,8mm以下板厚無須開坡口,減少焊前準備時間; 2、電弧能量集中,焊接熱影響區小; 3、焊接速度快,比手工氬弧焊減小4-5倍時間; 4、弧柱剛性大,采用小孔效應; 5、電極縮在噴嘴內,不易污染和燒損; 6、焊接質量好,可焊材料多,焊縫質量重現性卓越。 |
焊接工藝技術難度: 等離子橫焊、立焊是指在常規的等離子弧焊基礎上通過改變焊槍的姿態和焊接位置而衍生出的焊接工藝。橫焊是沿平行于水平面方向進行焊接的,而立焊是沿垂直于水平面方向進行焊接的。相比于平焊,焊接姿態、位置發生變化的同時,熔池所受的電弧力和表面張力方向都隨之改變,但熔池的重力方向確保持不變,從而增加了焊接工藝難度。 |
P或T橫焊特點: 1、能實現3-8mm不銹鋼單面焊雙面成型; 2、橫焊焊接變形小,焊接速度快; 3、主要針對于薄壁或大直徑罐體的焊接。 |





